哈佛 Translation Company 推薦:如何選擇最佳翻譯服務(wù)
G代碼的每一行通常具有相同的結(jié)構(gòu),盡管乍看之下可能顯得復(fù)雜。理解這些代碼的關(guān)鍵在于識(shí)別其指令和參數(shù)。
以下是一行典型的G代碼:
G01 X247.951560 Y11.817060 Z-1.000000 F400.000000這一行代碼的結(jié)構(gòu)如下:
G01:表示直線插補(bǔ)指令。X247.951560 Y11.817060 Z-1.000000:指定移動(dòng)到的目標(biāo)坐標(biāo)。F400.000000:指定進(jìn)給速度,即移動(dòng)速度。通過(guò)這種結(jié)構(gòu),G代碼可以精確地控制機(jī)床的動(dòng)作。
G代碼指令有很多,每種指令都有其特定的功能。以下是一些重要的G代碼命令及其解釋。
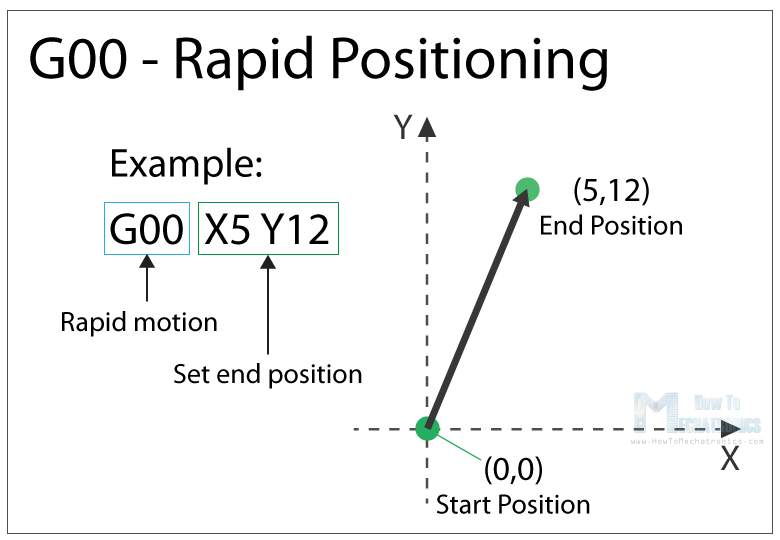
G00命令用于以最大速度將機(jī)床從當(dāng)前位置移動(dòng)到指定的目標(biāo)位置。此命令不用于切削,而是用于快速移動(dòng)。
G01命令用于控制機(jī)床以指定的速度進(jìn)行直線移動(dòng)。這是執(zhí)行切削操作時(shí)最常用的指令之一。
G02和G03命令用于圓弧插補(bǔ),分別表示順時(shí)針和逆時(shí)針?lè)较虻膱A弧插補(bǔ)。這些指令要求指定終點(diǎn)和圓心。
以下是一個(gè)包含G00、G01和G02命令的簡(jiǎn)單數(shù)控銑削示例:
G00 X5 Y5
G01 X0 Y20 F200
G02 X10 Y-10 I0 J-10此代碼將機(jī)床快速移動(dòng)到點(diǎn)(5, 5),然后以200 mm/min的速度直線移動(dòng)到點(diǎn)(0, 20),最后進(jìn)行圓弧插補(bǔ)到點(diǎn)(10, -10)。
在G代碼之外,M代碼用于控制機(jī)床的輔助功能,如主軸轉(zhuǎn)動(dòng)、切削液?jiǎn)?dòng)等。常見(jiàn)的M代碼命令包括:
在編寫(xiě)G代碼時(shí),定義單位和工作平面是非常重要的。
這些設(shè)置通常在程序的開(kāi)頭定義,以確保機(jī)床按照正確的單位和平面進(jìn)行操作。
G代碼支持兩種編程模式:絕對(duì)模式(G90)和增量模式(G91)。
在絕對(duì)模式下,所有坐標(biāo)都是相對(duì)于固定的零點(diǎn)。
在增量模式下,坐標(biāo)是相對(duì)于當(dāng)前點(diǎn)的偏移量。這種模式適合用于重復(fù)性加工。
答:G代碼用于控制機(jī)床的幾何路徑和運(yùn)動(dòng),而M代碼用于控制機(jī)床的輔助功能,如主軸轉(zhuǎn)動(dòng)和切削液?jiǎn)?dòng)。
答:G20用于設(shè)置單位為英寸,G21用于設(shè)置單位為毫米,通常在程序的開(kāi)頭定義。
答:絕對(duì)模式(G90)使用固定的零點(diǎn)作為參考,而增量模式(G91)則使用當(dāng)前點(diǎn)作為參考。
通過(guò)對(duì)G代碼和其應(yīng)用的深入理解,用戶可以更有效地操作數(shù)控機(jī)床,提高加工效率和精度。
對(duì)比大模型API的內(nèi)容創(chuàng)意新穎性、情感共鳴力、商業(yè)轉(zhuǎn)化潛力
一鍵對(duì)比試用API 限時(shí)免費(fèi)